
Sharpening an EKO
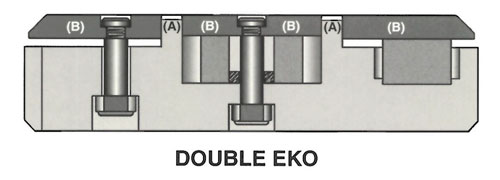
All quality EKO’s are made to bottom against a positive stop to ensure consistency even though the material thickness may vary. When sharpening the tooling, the height relationship between the surfaces must be maintained. In the double EKO example shown, an equal amount must be removed from both the cutting edge (A) and die cap (B) to maintain the correct positive stop. This relationship needs to be maintained in the upper unit as well. Remove an equal amount of material from the punch surface and the ejector surface. This will then give you the consistent EKO that you need.
All EKO’s (singles, doubles, etc.) have sharpening instructions included with the packing slip. If you do not have yours, contact a Tooling Technician, and they will send you another one. It is most important that these instructions are followed.
If you do not want to tackle sharpening your EKO, work with a Tooling Technician to have your EKO returned to Wilson Tool to have it sharpened for a nominal charge with a one to two day turn around.
Troubleshooting an EKO
Stripping (breakage) problems may be caused by:
- Dull tools
- Improperly sharpened tools
- Running material other than specified
- Machine alignment
- Worn out springs or urethane
- Not bottoming out tool
- Over stroking
- Tool close to clamps or other tools
Holes distorting when pushed out:
- Lost positive stop when sharpened incorrectly
- Not bottoming out tool
- Running material other than specified
Troubleshooting tip for Flattened EKO:
- To successfully knock out a slug that’s been flattened back into the sheet, you must knock it out in the same direction the EKO tool formed it. (e.g. form up EKO = knock out slug in up direction)
Required Information to Order an EKO Tool
To ensure your EKO tool is designed to create the highest quality form consistently and reliably, we need the following information:
- Machine make and model
- Material type and thickness
- Form Up or Form Down
- Actual size of knockout (if conduit size – must specify)
- Spacing to closest adjacent form
- Standard or custom holding tabs
Download Round EKO Template.
Download Shaped EKO Template.
For more information on EKO tools from Wilson Tool, please contact our Tooling Technicians or visit wilsontool.com/eko.
March 16, 2020